



摘要: 雕刻机培训之文泰雕刻软件培训大纲一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1:阴刻、阳刻2:雕刻深度3:雕刻方式4:选择刀具5:二次加工方式B:三维路径的生成1:阴刻、阳刻2:雕刻深度3:选择刀具
雕刻机培训之文泰雕刻软件培训大纲
一、文泰雕刻软件路径的生成
A:二维雕刻路径的生成
1:阴刻、阳刻
2:雕刻深度
3:雕刻方式
4:选择刀具
5:二次加工方式
B:三维路径的生成
1:阴刻、阳刻
2:雕刻深度
3:选择刀具
C:割的路径生成
1:轮廓线输出方式
2:选择刀具
3:雕刻深度
4:勾边方向
二、刀具管理
l:刀具的分类
2:参数的设置
3:添加刀具
三、雕刻路径的保存
1:代码格式
2:保存路径
3:保存类型
4:抬刀高度
5:怎么做路径

一、文泰雕刻软件路径的生成
A:二维雕刻路径的生成
选择所要生成路径的部分单击

1:阴刻、阳刻
阴刻的效果:在图形的内部雕刻
阳刻的效果:在图形的外部进行加工
阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组
合在一起2D中仍然选择阴刻。做出来就是阳刻的效果。
2:雕刻深度
刻胸牌全部为0.1MM,
3:雕刻方式
4:刀具库
5:二次加工方式
此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具
必须与雕刻方式中的刀具是同一把刀!
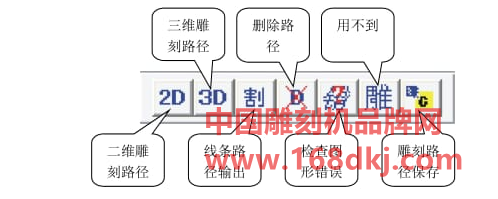
B:三维路径的生成![]()

1:阴刻:全部为阴刻
2:雕刻深度:材料厚度的1/2
3:选择刀具:中心尖刀
C:割的路径生成
1:轮廓线输出方式

图中带箭头的线条为刀具中心线移动的路径,
2:选择刀具直刀
3:雕刻深度
割字的情况下可以设雕刻深度为零,机器对刀(Z轴)以台面为基准点,进行切
割(此方法不易损伤台面).
4:勾边方向
当选内轮廓和外轮廓的时候可以选择勾边方向。其中切割芙蓉板、PVC板时选
择顺时针方向,亚克力板选择逆时针方向。

二、刀具管理

1:刀具的分类

中心尖刀 平底尖刀 直刀(铸刀)
2:保存类型
抬刀高度: 根据情况而定,其中抬刀高度越高,加工速度也就越慢
保存完毕后即可进入雕刻机的操作环节了,设计部分请参看帮助文件即可。
三、雕刻机路径保存
雕刻机路径生成后,我们需要对路径进行保存;保存参数的设置也是一项非常重要的内容。保存文件的格式、抬刀距离的设置等等,这些都影响着我们的实际加工。下面带您认识这些路径保存的设置。
第一:雕刻机文件的保存类型:标准G代码、紧缩G代码、HPGL3D、文泰NC。一般我们雕刻机选择*.nc格式保存文件。
第二:雕刻机原点位置:在加工前机器对刀的原点。我们可以在依据特征点中选择所给定的5个点位置,也可以直接输入X、Y、Z的值进行原点的确定。
第三:雕刻机抬刀距离:是指在雕刻输出时,刀具空走时刀尖距离材料表面的高度。这个数值要根据材料的实际尺寸来设置,如果材料厚度比较均匀,数值越小机器的无效行程越短,越节省时间。
第四:雕刻机文件名的命名以及存储路径:点击“浏览”按钮,选择所要存储的路径,起个文件名,点击“保存”按钮,相应的路径就会保存在您所命名的文件里。
第五:雕刻机路径的上移、下移:当制作一个作品需要多个加工路径来完成时,就有了路径加工先后顺序的选择,路径加工顺序的优先选择可以节省加工时间,从而提高工作效率。
第六:雕刻机路径的删除:当某个加工路径不需要,或者是要对某个加工路径进行修改,就需要删除该路径。
雕刻机怎么做路径?
1、首先到路径的编辑功能:首先设置起始点,可以将数控雕刻机雕刻路径中任意一点定义为雕刻路径的起点,来改变加工时落刀点的位置,可以根据加工工艺的要求来调整起始位置。
2、其次就是设置路径反向,将所选择的数控雕刻机雕刻路径改为反方向,使加工方向与加工材料的纹理相吻合。使加工效果更加完美。再次设计圆弧拟合,对于刀具路径和加工计算而言,使用圆弧曲线所得到的结果与短折线相比会更好。它可以大大较少刀具路径,节省加工时间,而且会使加工出来的曲线更加圆滑。
3、最后是设置连筋:连筋设置是为了在进行切割时,避免加工结束前,由于被加工对象的移动而导致的加工部件损坏或加工错误,要求被加工物件不完全断开,待加工结束后手工将其分开。可以在没有加工要求的位置对材料进行连筋设置。