







 分享
分享











品牌: |
鑫腾辉数控 |
所在地: |
广东 东莞市 |
起订: |
≥1 台 |
供货总量: |
99 台 |
有效期至: |
长期有效 |
XTH-650: |
600*500 |
XTH-760: |
700*600 |
XTH-870: |
800*700 |
详情介绍
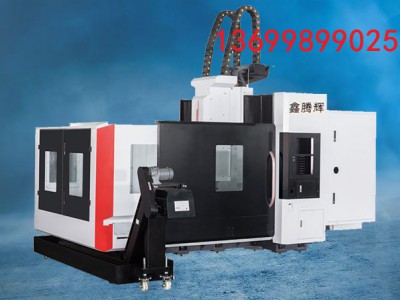
石墨加工中心机生产厂家鑫腾辉数控是一家集数控机床及自动化控制的设计.研发.制造和销售于一体的创新型企业。公司致力服务于工厂高精.高效的生产模式,开展数控机床与机器人结合的自动化智能装备的研发生产,助力工业4.0的高速发展。 公司在产品设计制造方面有着雄厚的实力和丰富的经验,自行研制开发的主要产品有:数控加工中心.钻攻中心设备等,并已广泛应用于:汽车配件、五金制造、气动配件、手机配件、航空配件等行业。公司现有各类生产加工和检测设备30余台,实现了高精度机械零部件的加工和管控。产品凭着稳定的性能、高效的生产效率而深受用户的青睐。 石墨加工中心机生产厂家
1、刀具集中分序法就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。
2、以加工部位分序法对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
3、以粗、精加工分序法对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。
加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。顺序一般应按下列原则进行:
1、上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
2、先进行内形内腔加工序,后进行外形加工工序。
3、以相同定位、夹紧方式或同一把刀加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
4、在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。